Knifing a Polyurethane Part
Knifing polyurethane parts to close tolerances can be done without too much difficulty. The tool must be absolutely razor sharp and be as thin as possible. When knifing, the urethane will have a tendency to pull into the tool. This displacement of the material will cause a “dish” on the finished end of the part. The thinner the tool, the less the pulling effect on the cut edge. Lubricants also help reduce this tendency.
A good practice on thick cuts is to do a rough cut to remove the bulk of the material, then take a finishing cut to remove the final .025 to .050 of an inch.
We use two types of knifing tools; high-speed steel is used on medium to hard urethane (70A to 95A). This type of tool must be very smooth and have a razor sharp point. All edges and surface behind the cutting point must be smooth to prevent the cut-off material from being pulled between the work piece and the tool. High turning speeds of 600 to 1000 rpm with rapid hand feed will yield an excellent surface finish. Carbide works best for medium and softer grades.
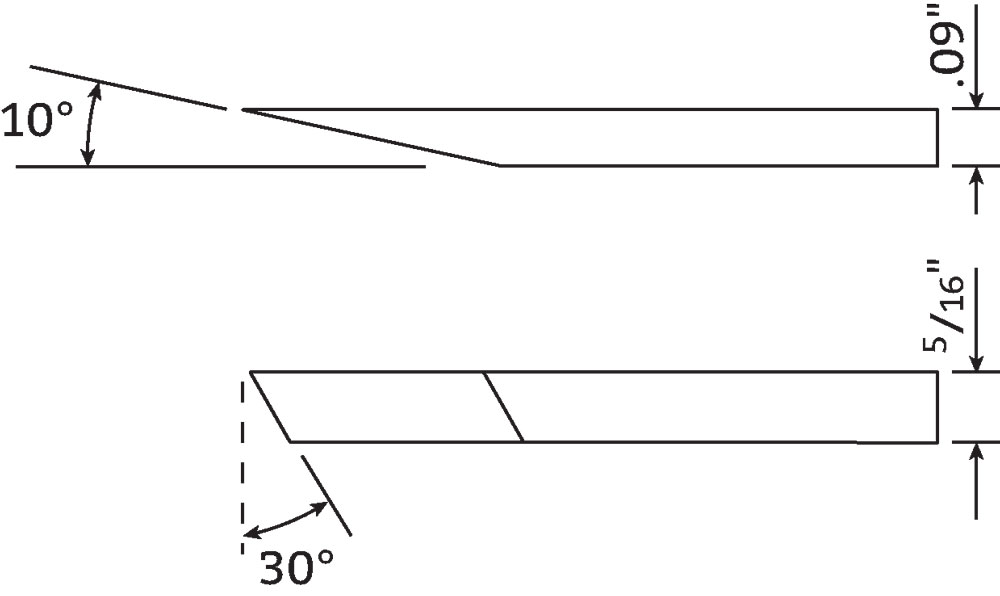
Knifing tool for softer urethanes (carbide).
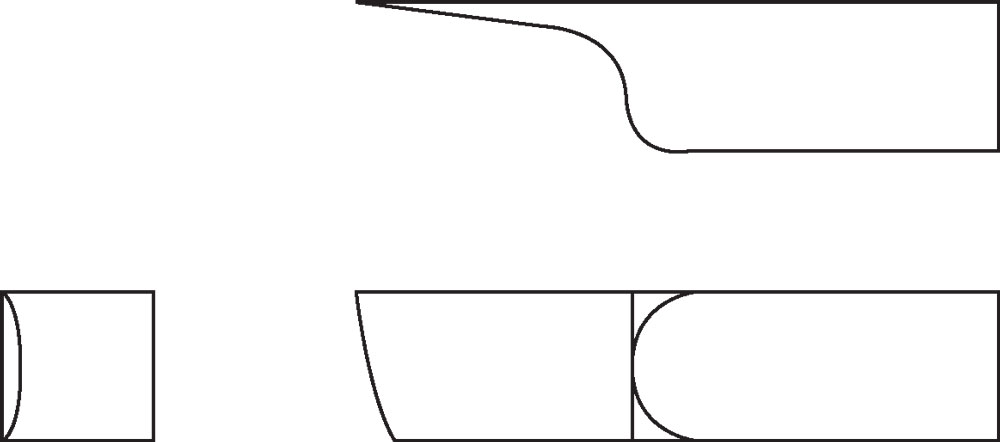
Knifing tool for harder urethanes (H.S.S.).